

E309LT1-1 (Stainless Steel Flux Cored Arc Welding Electrodes and Flux Cored Rods for GTAW)
AWS SPECIFICATION: AWS A5.22/ ASME SFA5.22 E309LT1-1/-4 ABS AWS A5.22 E309LT1-1
Typical Applications:
• MAG welding of low carbon 22%Cr-12%Ni stainless steels
• High strength, mild steels, and low-alloyed QT-steels, stainless
• Stable arc, small splash, excellent forming
Features:
• Good performance in all positions
Welding Current: GMAW-DCEP
Welding Positions: F, H, OH,V-Down
Shielding gas: CO2100%, 20ℓ /min wire

Available Sizes
| Diameter
mm |
Spool
12.5kg |
| 1.2 | √ |
| 1.6 | √ |
Mechanical Properties of Deposited Metal(AW)

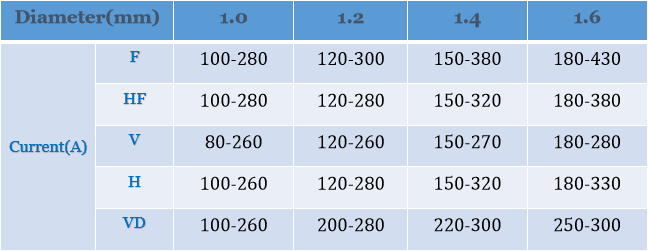
Size & Recommended Current(DC+ )
Notice: 1. The flow rate of shield gas should within 20L-25L/min in welding. 2. The wire extention should be 15mm-25mm. 3. The surfaces to be welded must be cleaned away impurities of oil contamination, rust, moisture and so on. 4. The welding conditions mentioned above for reference only and it is better to do a welding procedure qualification according to project before put it into formal welding


